Sulfur recovery
Complete sulfur recovery solutions, ranging from highly efficient Claus plants and tail gas treatments to advanced sulfur degassing and incineration.

Convert hydrogen sulfide into pure sulfur using advanced Claus technology and proprietary burner systems designed to maximize efficiency and minimize environmental emissions.
Advanced technologies to boost sulfur recovery
Hydrogen sulfide removed in natural gas cleaning, crude oil refining, or waste-to-fuel plants can be converted into a pure sulfur product using proven Claus technology.
Over the years, Air Liquide Engineering & Construction has developed a highly efficient and reliable burner system along with further advanced technologies to boost this traditional process. Our solutions make sulfur recovery more efficient, less costly, and more environmentally friendly for a wide range of sustainable and industrial applications.
Proven Claus Process
The Claus process continues to be the most widely used process worldwide for the conversion of H2S to sulfur. The requirements to be met by Claus plants are dictated by the operating conditions of modern, flexible refineries and natural gas plants and increasingly stringent emission control regulations. The recovery of elemental sulfur from hydrogen sulfide, carbonyl sulfide, carbon bisulfide, sulfur dioxide or other gaseous sulfur compounds involves four main process steps:
- Partial substoichiometric combustion
- Catalytic conversion in two or more stages,
- Tail gas cleanup to boost sulfur yield,
- Thermal or catalytic incineration of tail gases.
Over the years, Air Liquide Engineering & Construction has developed a highly efficient and reliable burner system and further technologies to boost this traditional process. Our solutions make sulfur recovery more efficient, less costly, and more environmentally friendly for a wider range of sustainable and industrial applications.
Advantages of the Lurgi Claus process:
- High efficient burner system including ammonia/mercaptan destruction
- All process steps can be covered by Lurgi technologies
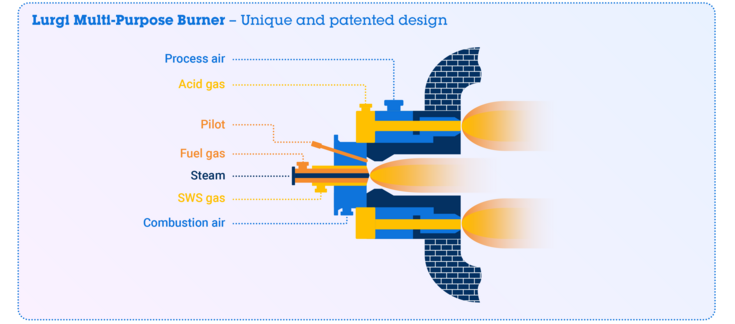
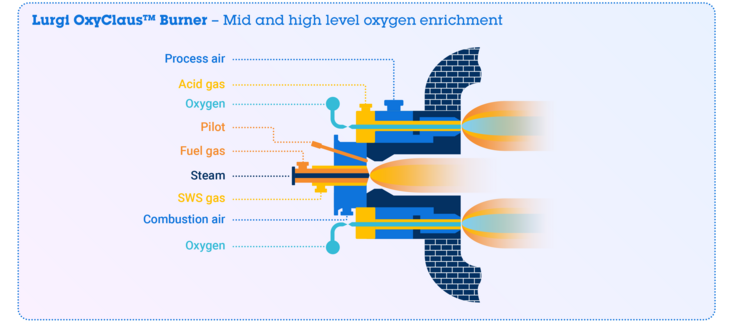
OxyClaus™ Process
By enriching the combustion air to the Claus unit with pure oxygen, more feed gas can be processed in the SRU without violating pressure drop or residence time constraints. Additionally, oxygen enrichment provides the ability to raise the combustion temperature of low-calorific acid gases, ensuring stable and efficient processing. We offer two primary oxygen enrichment technologies:
- Oxynator™: Designed for low-level oxygen enrichment (<28% O2 in air), this is a cost-effective option to increase SRU capacity by up to 125%. It uses a patented, compact swirl-type mixer for safe and efficient oxygen mixing upstream of the Claus burner.
- OxyClaus™ Burner: Designed for high-level enrichment (up to 100% O2), this process can achieve a capacity increase of up to 200%. Oxygen is directly injected into the flame via dedicated oxygen lances, with a cooler acid gas-air flame shielding the refractory from high temperatures.
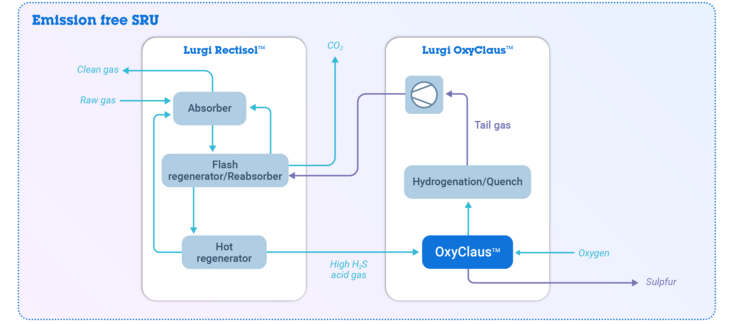
Emission-free SRU
The special configuration of gasification of biomass, waste or coal with the availability of pure oxygen on the one hand and the presence of an AGR unit on the other hand allows the integration of the SRU with the upstream Lurgi Rectisol™ process. This concept is called emission-free SRU by integrating the Lurgi OxyClaus™ SRU with the Lurgi Rectisol™ process. This design concept is characterized by:
- lower investment costs:
- smaller equipment size because of reduced gas volume (oxygen instead of air)
- no amine solvent in the tail gas treatment unit
- comparable small additional investment in Lurgi Rectisol™ and for the tail gas compressor
- lower operating costs:
- significant reduction of fuel gas consumption and elimination of boiler feed water consumption in the incineration unit
- steam consumption for amine regeneration no longer required
- overall emission reduction:
- elimination of sulfur emissions
- higher CO2 recovery rate due to recycle of process gas
- higher energy efficiency
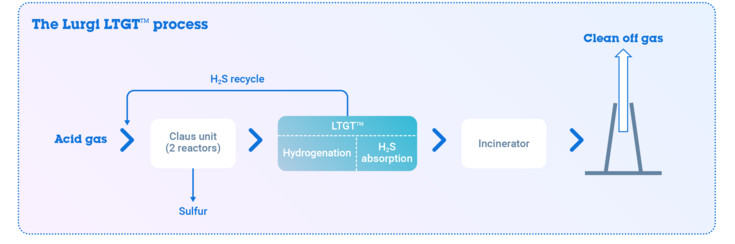
Lurgi Tail Gas Treatment
To boost sulfur recovery beyond the Claus process, we provide advanced tail gas treatment options:
- Sulfreen™: A sub-dewpoint, catalytic purification of the Claus tail gas that allows for an overall sulfur recovery of up to 99.5%.
- HydroSulfreen™: An advanced catalytic process that incorporates a hydrogenation step to further reduce emissions, achieving an overall sulfur recovery rate of up to 99.7%.
- LTGT™: A wet-scrubbing amine process that purifies Claus tail gas and recycles the H2S-rich stream to the Claus unit, increasing total sulfur recovery to >99.9%. We offer selective MDEA based tail gas treatment technology and specialized highly selective amine solvents from our partner BASF, allowing robust performance at lower operating costs.
Frequently Asked Questions (FAQ)
What are the main benefits of oxygen-enriched SRU operation?
Oxygen enrichment provides Capex and plot space savings for new units, and it is highly effective for SRU debottlenecking and revamps. It ensures low power consumption and can be delivered as pre-assembled packages or skid units to ease erection. Furthermore, utilizing oxygen allows for raising the combustion temperature when processing low-calorific acid gases, which eliminates the need to support fuel co-firing.
Can Sulfur Recovery Units (SRU) be used in bio-refineries?
Yes. Our SRU technologies are highly adaptable and can be perfectly integrated into bio-refineries and waste-to-fuel plants. Processing biomass or biogas often generates acid gas streams, which our Claus and oxygen-enriched technologies efficiently convert into high-purity elemental sulfur, ensuring strict environmental compliance.
How does the Emission-Free SRU handle tail gas?
The Claus tail gas is hydrogenated, cooled, and compressed before being routed back to the AGR. The H2S is then recycled back to the Claus unit alongside the acid gas.
Our Syngas & gas processing solutions
-
Pressure Swing Adsorption (PSA)Air Liquide's PSA technology delivers ultra-pure hydrogen (up to 99.9999%) and efficiently concentrates CO₂-rich tail-gases for advanced carbon capture.Read more
-
Gas Partial Oxidation (GasPOX)Air Liquide's GasPOX technology is an oxygen based, cost-effective, low carbon syngas solution that can process diverse feedstocks with minimal pretreatment.Read more
-
CO cold box - Methane washAir Liquide's CO Cold Box - Methane Wash technology provides high-purity CO production up to 99.99% using advanced cryogenic separation.Read more
-
CO cold box - Partial condensationAir Liquide's CO Cold Box - Partial Condensation uses efficient cryogenic separation to achieve high-purity CO and syngas adjustment at large scales.Read more
-
Liquid Nitrogen WashAir Liquide's Liquid Nitrogen Wash technology is the ideal solution to prepare pure, inert-free synthesis gas for efficient ammonia production.Read more
-
Lurgi Rectisol™Air Liquide's Lurgi™ Rectisol technology is the world's leading syngas purification process for removing acid gases and trace contaminants.Read more






Our Hydrogen & Syngas Solutions
See our technologiesContact us
Send a message